联 系 人:徐 周
联系电话:187 6120 6688
网 址:www.yc-tenglong.com
地 址:江苏省盐城市大丰区西团镇大龙稻麦原种场西侧
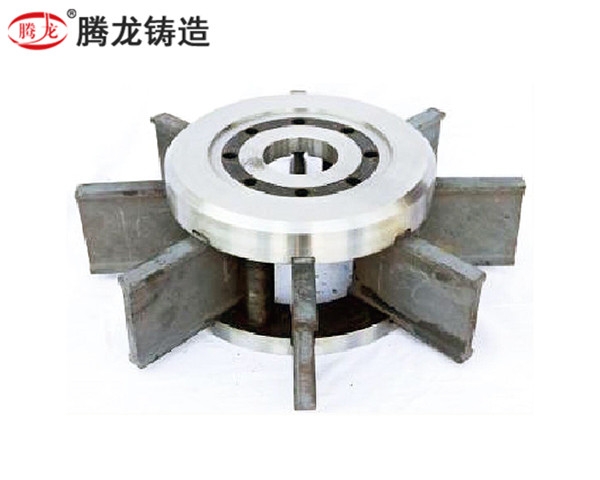
剥壳抛丸清理机介绍弹丸由定向套窗口飞向叶片时有先后之分,因而从抛丸器抛出的弹丸呈扇形分布,这对整理铸件是有利的。调整定向套窗口的位置能够改变弹丸抛射的方向,以使抛出的弹丸有效地抛到铸件上。若定向套的位置不正确,不只下降整理的功率,且增加护板的磨损。这种抛丸器的结构简单、磨损零件少,因为弹丸在进入叶轮之前得到预加速,故可进步抛丸量。但弹丸的速度进步今后,叶片磨损的问题就更为突出。进步弹丸的抛射速度当然能够进步整理功率,但这势必要进步抛丸器的转速或变大叶轮的直径,这会导致轴承的寿命下降,振动变大,叶片的寿命也受影响。

弹丸的抛射速度一般为60-80m/s。 弹丸抛射的速度与抛丸器的结构及转速等因素有关。弹丸在叶轮内的运动情况,弹丸跟着叶片以角速度作牵连运动的一起,又沿叶片作径向的相对运动。设若弹的质量为拖,且忽略弹丸的重力及弹丸与叶片之问的摩擦力。
187-6120-6688
(节假日不休:8:00-20:00)